Kimpalan elektrik untuk pemula: nuansa kerja kimpalan dan analisis kesilapan utama
Sebuah apartmen, dan terutamanya rumah persendirian, memerlukan kerja penyelenggaraan dan pembaikan yang kerap.Seorang tukang rumah mestilah seorang generalis, mampu melaksanakan banyak tugas yang berbeza. Oleh itu, tuan mahu menguasai seberapa banyak teknologi yang mungkin.
Salah satu kemahiran yang paling diminati ialah kebolehan melakukan kerja kimpalan. Amalan menunjukkan bahawa kimpalan elektrik paling sesuai untuk pemula - teknologi ini mudah dan boleh diakses oleh sesiapa sahaja yang ingin mempelajari cara menggunakannya. Sebelum anda mula menguasai kaedah, anda harus membiasakan diri dengan aspek teori isu ini, tidakkah anda bersetuju?
Semua maklumat yang diperlukan diterangkan secara terperinci dalam artikel kami. Kami menerangkan prinsip operasi kimpalan elektrik dan menunjukkan peranti mana yang terbaik untuk dipilih untuk bekerja di rumah. Di samping itu, artikel itu menyediakan teknologi langkah demi langkah untuk bahagian kimpalan, kaedah untuk membuat jahitan, dan juga menyenaraikan kemungkinan kecacatan pada sendi.
Kandungan artikel:
Apakah kimpalan elektrik?
Elektrik adalah salah satu kaedah kimpalan apabila arka elektrik digunakan untuk memanaskan dan seterusnya mencairkan logam. Suhu yang terakhir mencapai 7000°C, yang jauh lebih tinggi daripada takat lebur kebanyakan logam.
Proses kimpalan elektrik berjalan seperti berikut. Untuk membentuk dan mengekalkan arka elektrik, arus dibekalkan dari peranti kimpalan ke elektrod.

Apabila rod elektrod menyentuh permukaan yang hendak dikimpal, arus kimpalan mengalir. Di bawah pengaruhnya dan pengaruh arka elektrik, elektrod dan tepi logam unsur-unsur yang dikimpal mula cair. Dari pencairan, seperti yang dikatakan pengimpal, kolam kimpalan terbentuk, di mana elektrod cair bercampur dengan logam asas.
Sanga cair terapung ke permukaan mandi, yang membentuk filem pelindung. Selepas arka dimatikan, logam secara beransur-ansur menyejuk, membentuk jahitan yang ditutup dengan skala. Selepas bahan telah disejukkan sepenuhnya, ia dibersihkan.
Elektrod yang tidak boleh digunakan dan boleh digunakan boleh digunakan untuk kimpalan. Dalam kes pertama, wayar pengisi dimasukkan ke dalam leburan untuk membentuk jahitan kimpalan, dalam kedua ini tidak diperlukan. Untuk membentuk dan seterusnya mengekalkan arka elektrik, peralatan khas digunakan.
Kemahiran dalam bidang kimpalan dalam keadaan domestik diperlukan untuk melaksanakan pelbagai pekerjaan:
Apa yang anda perlukan untuk mengimpal di rumah?
Untuk menjalankan kerja, anda memerlukan mesin kimpalan terlebih dahulu. Terdapat beberapa jenisnya.
Mari kita tentukan yang mana satu untuk diberi keutamaan.
- Penjana kimpalan. Ciri tersendiri ialah keupayaan untuk menjana tenaga elektrik dan menggunakannya untuk mencipta arka. Ia akan berguna jika tiada sumber semasa. Ia mempunyai dimensi yang mengagumkan, jadi ia tidak begitu mudah digunakan.
- Pengubah kimpalan. Peranti menukar voltan berselang-seli yang dibekalkan dari sesalur kuasa kepada voltan berselang-seli dengan frekuensi yang berbeza, yang diperlukan untuk kimpalan. Peranti ini mudah dikendalikan, tetapi mempunyai dimensi yang ketara dan bertindak balas secara negatif terhadap kemungkinan lonjakan voltan sesalur.
- Penerus kimpalan. Peranti yang menukarkan voltan yang dibekalkan daripada sesalur kuasa kepada arus terus yang diperlukan untuk membentuk arka elektrik. Mereka padat dan sangat cekap.
Untuk kerja di rumah, penerus jenis penyongsang adalah lebih baik. Mereka biasanya dipanggil hanya penyongsang. Peralatan mempunyai dimensi yang sangat padat. Apabila bekerja, ia digantung di bahu. Prinsip operasi peranti agak mudah.
Ia menukarkan arus frekuensi tinggi kepada arus terus. Bekerja dengan arus jenis ini memastikan kimpalan berkualiti tinggi.

Penyongsang adalah menjimatkan dan beroperasi daripada rangkaian isi rumah. Di samping itu, lebih baik untuk pemula bekerja dengan mereka. Mereka sangat mudah digunakan dan menyediakan arka yang stabil.
Kelemahan penyongsang termasuk kos yang lebih tinggi daripada peranti lain, kepekaan terhadap habuk, kelembapan dan lonjakan kuasa. Apabila memilih penyongsang untuk kimpalan rumah, perhatikan julat nilai semasa kimpalan. Nilai minimum ialah 160-200 A.
Ciri tambahan peralatan boleh memudahkan kerja bagi seorang pemula.
Di antara "bonus" yang menyenangkan ini perlu diperhatikan:
- Mula Panas - yang bermaksud peningkatan dalam arus awal yang dibekalkan pada masa arka kimpalan dinyalakan. Ini menjadikannya lebih mudah untuk mengaktifkan arka.
- Anti-Stik — secara automatik mengurangkan arus kimpalan jika rod elektrod tersekat. Ini menjadikannya lebih mudah untuk ditarik balik.
- Pasukan Arka - meningkatkan arus kimpalan jika elektrod dibawa ke bahan kerja terlalu cepat. Dalam kes ini, melekat tidak berlaku.
Sebagai tambahan kepada sebarang jenis mesin kimpalan, anda memerlukan elektrod. Adalah lebih baik untuk memilih jenama mereka menggunakan jadual khas, yang menunjukkan jenis bahan yang dikimpal.
Anda juga memerlukan topi keledar kimpalan. Yang terbaik ialah yang melekap di kepala. Model yang perlu dipegang di tangan amat menyusahkan.

Topeng itu mungkin mempunyai kaca berwarna ringkas atau apa yang dipanggil "bunglon". Pilihan terakhir adalah lebih baik, kerana apabila arka muncul, kaca secara automatik menjadi gelap.
Ia adalah perlu untuk bekerja hanya dalam pakaian khas yang melindungi daripada percikan dan sinaran ultraviolet. Ini boleh jadi pakaian kapas tebal, but atau but tinggi, kanvas atau sarung tangan bergetah.
Artikel untuk anda: 10 topeng terbaik untuk pengimpal: ulasan, foto, harga. TOP 10 elektrod kimpalan terbaik.
Teknologi kimpalan elektrik
Adalah lebih baik untuk belajar cara mengimpal bahagian dengan betul menggunakan kimpalan elektrik di bawah bimbingan pengimpal yang berpengalaman. Jika atas sebab tertentu ini tidak berjaya, anda boleh mencubanya sendiri. Mula-mula anda perlu mengatur tempat kerja anda dengan betul. Ini sangat penting, kerana kimpalan adalah suhu tinggi dan oleh itu proses berbahaya kebakaran.
Untuk bekerja, anda perlu memilih meja kerja atau mana-mana asas lain yang diperbuat daripada bahan tidak mudah terbakar. Meja kayu dan produk yang serupa adalah dilarang sama sekali. Adalah dinasihatkan supaya tiada objek mudah terbakar berhampiran tempat kimpalan akan dijalankan.
Pastikan anda meletakkan baldi air berhampiran anda untuk menghapuskan kemungkinan kebakaran. Di samping itu, anda perlu menentukan tempat yang selamat di mana sisa elektrod terpakai akan disimpan. Malah yang paling kecil daripada mereka boleh menyebabkan kebakaran.

Untuk jahitan bebas pertama, anda perlu menyediakan sekeping logam yang tidak perlu dan pilih elektrod untuknya. Pakar mengesyorkan menggunakan rod 3 mm dalam kes sedemikian. Diameter yang lebih kecil digunakan untuk mengimpal kepingan nipis, yang menyusahkan untuk dipelajari. Elektrod diameter yang lebih besar memerlukan peralatan kuasa tinggi.
Kami mulakan dengan menanggalkan kawasan logam di mana jahitan akan ditempatkan. Seharusnya tiada karat atau sebarang pencemaran.
Selepas bahagian itu disediakan, ambil elektrod dan masukkan ke dalam pengapit mesin kimpalan. Kemudian kami mengambil pengapit "grounding" dan pasangkannya dengan kuat ke bahagian itu. Mari kita periksa kabel sekali lagi. Ia harus dimasukkan ke dalam pemegang dan terlindung dengan baik.
Sekarang anda perlu memilih kuasa semasa operasi untuk mesin kimpalan. Ia dipilih mengikut diameter elektrod. Kami menetapkan kuasa yang dipilih pada panel peralatan kimpalan.
Langkah seterusnya ialah menyalakan arka. Untuk melakukan ini, anda perlu membawa elektrod ke bahagian pada sudut kira-kira 60° dan perlahan-lahan menggerakkannya di sepanjang pangkalan. Percikan api sepatutnya muncul. Sebaik sahaja ini berlaku, sentuh sedikit bahagian dengan elektrod dan segera naikkannya ke ketinggian tidak lebih daripada 5 mm.

Pada masa ini, arka berkelip, yang mesti dikekalkan sepanjang keseluruhan operasi. Panjangnya hendaklah 3-5 mm. Ini adalah jarak antara hujung elektrod dan bahan kerja.
Apabila mengekalkan arka dalam keadaan berfungsi, anda perlu ingat bahawa semasa operasi elektrod terbakar dan menjadi lebih pendek. Jika elektrod terlalu dekat dengan bahan kerja, melekat mungkin berlaku. Dalam kes ini, anda perlu menghayunkannya sedikit ke tepi. Arka mungkin tidak menyala pada kali pertama. Mungkin arus tidak mencukupi, maka ia perlu ditingkatkan.
Selepas pengimpal pemula telah belajar untuk menyalakan arka dan memastikannya dalam keadaan berfungsi, anda boleh mula mengimpal manik. Ini adalah yang paling mudah daripada semua operasi.Kami menyalakan arka dan mula dengan sangat lancar dan berhati-hati menggerakkan elektrod di sepanjang jahitan masa depan.
Pada masa yang sama, kami melakukan pergerakan berayun menyerupai bulan sabit dengan amplitud kecil. Kami seolah-olah "mengarut" logam cair ke arah tengah arka. Dengan cara ini anda harus mendapatkan jahitan yang sekata yang kelihatan seperti penggelek. Akan ada logam kecil seperti gelombang kendur di atasnya. Selepas jahitan telah sejuk, anda perlu mengetuk skala ke dalamnya.
Teknik kimpalan arka - kaedah kimpalan
Untuk mendapatkan jahitan berkualiti tinggi, anda perlu belajar bagaimana untuk mengekalkan dan kemudian menggerakkan arka. Panjang arka elektrik terutamanya mempengaruhi kualiti. Jika lebih daripada 5 mm, maka ia dianggap panjang.
Dalam kes ini, nitriding dan pengoksidaan logam lebur berlaku. Ia memercik dalam titisan, menjadikan jahitan berliang dan tidak cukup kuat. Jika arka terlalu pendek, kekurangan penembusan mungkin berlaku.

Pelbagai teknik digunakan untuk melakukan kimpalan. Mari kita lihat yang utama secara terperinci.
Pilihan #1: Sendi Punggung Bawah
Cara paling biasa dan paling mudah untuk menyambung bahagian. Untuk ketebalan logam sehingga 0.8 cm, kimpalan dua sisi digunakan. Untuk sambungan yang diperbuat daripada logam yang lebih nipis daripada 0.4 cm, hanya kimpalan satu sisi dilakukan.
Untuk kerja, elektrod dipilih yang diameternya sama dengan ketebalan logam. Sekiranya melebihi 8 mm, kimpalan dilakukan dengan tepi pemotongan. Dalam kes ini, sudut pemotongan adalah kira-kira 30°.
Kimpalan dilakukan dalam beberapa pas. Adalah dinasihatkan untuk menggunakan pad boleh tanggal yang diperbuat daripada keluli atau tembaga untuk mengelakkan luka terbakar. Pas pertama dilakukan dengan elektrod diameter kecil, tidak lebih daripada 4 mm.
Apabila membuat jahitan pertama, ketepatan dan kedalaman penembusannya sangat penting. Selepas memakainya, tidak boleh ada logam bercantum di belakang tepi.
Untuk hantaran kedua dan semua hantaran seterusnya, rod elektrod berdiameter lebih besar digunakan. Mereka dipilih untuk mengisi ceruk berkualiti tinggi yang terbentuk di antara tepi.
Elektrod digerakkan perlahan-lahan di sepanjang jahitan, melakukan pergerakan berayun, seolah-olah menggoyang elektrod dari sisi ke sisi, untuk mengisi sepenuhnya lompang dengan logam cair.
Pilihan #2: Sendi Sudut Bawah
Pengimpal yang berpengalaman mendakwa bahawa hasil yang baik boleh dicapai dengan mengimpal sudut "dalam bot". Ini bermakna bahagian yang hendak disambungkan dipasang pada sudut 45° atau lain-lain.
Ini memastikan penembusan kualiti tertinggi pada dinding produk, dan bahaya pemotongan dan kekurangan penembusan dikurangkan. Kaedah kimpalan ini membolehkan kimpalan jahitan keratan rentas yang besar didepositkan dalam satu laluan.

Terdapat dua jenis kimpalan bot - simetri dan asimetri:
- Kecondongan bahagian ialah 45°. Kemungkinan kendur atau mengecilkan salah satu dinding adalah minimum. Kimpalan kekutuban terbalik dan langsung dijalankan pada nilai arus maksimum. Apabila menjalankan kimpalan kekutuban terbalik, panjang arka elektrik hendaklah minimum.
- Condongkan bahagian pada sudut 60° atau 30° - "bot" asimetri. Pilihan ini sangat mudah jika kerja dijalankan di tempat yang sukar dicapai, kerana amplitud pergerakan elektrod adalah kecil. Pengimpal mengarahkan arka ke akar jahitan, dan penjagaan mesti diambil supaya ia tidak melampaui sempadan jahitan masa depan. Ia juga tidak dibenarkan menyimpan terlalu banyak logam dalam satu pas.
Sambungan sudut boleh menjadi jenis T, jadi anda perlu belajar cara mengimpal logam dengan betul dan tanpa kesilapan menggunakan kimpalan elektrik dalam beberapa laluan.
Penggunaan satu laluan hanya boleh dilakukan apabila mengimpal struktur ringkas dengan sisi yang membentuk sudut 45° dalam kimpalan fillet. Diameter elektrod dalam kes ini tidak boleh melebihi ketebalan logam dengan lebih daripada 0.15-0.3 cm.
Kimpalan T multi-pass standard dilakukan seperti berikut. Untuk hantaran pertama, elektrod dengan diameter yang lebih besar diambil daripada yang dipilih untuk hantaran berikutnya.Sebagai contoh, elektrod digunakan yang dimensinya berbeza dari 0.4 hingga 0.6 cm.

Kimpalan dijalankan dengan lancar, tanpa pergerakan ayunan melintang. Apabila melakukan hantaran lain, ia semestinya dijalankan. Adalah penting bahawa amplitud getaran berada dalam lebar jahitan yang dibenarkan.
Satu lagi perkara penting. Apabila melakukan kimpalan-T pada sambungan fillet, arka elektrik hendaklah sentiasa dinyalakan pada kedudukan rak secara mendatar.
Apabila melakukan kimpalan elektrik sudut dengan tangan anda sendiri, anda boleh menggunakan jenis sambungan bertindih. Dalam kes ini, bahagian yang akan dikimpal diletakkan satu di atas yang lain dengan tumpang tindih. Arka semasa kimpalan kekutuban langsung hendaklah pendek, dan semasa kimpalan kekutuban terbalik ia hendaklah sesingkat mungkin. Arahkan arka tepat ke punca sambungan.
Semasa proses kimpalan, adalah perlu untuk melakukan pergerakan salingan amplitud kecil dengan elektrod. Ini akan membolehkan seluruh kawasan sendi dipanaskan secara sama rata. Dalam kes ini, kolam kimpalan akan diisi sama rata, dan jahitan akan cembung dan bersaiz penuh.
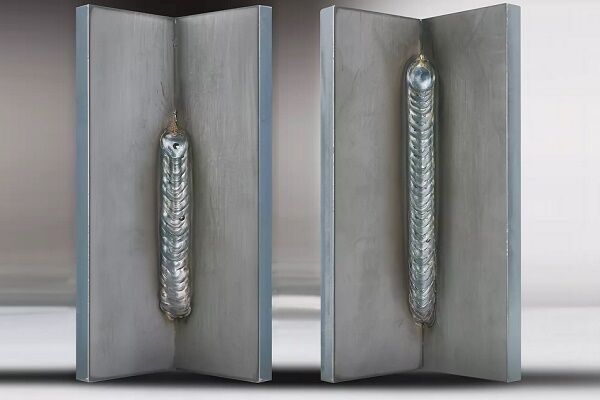
Pilihan #3: jahitan menegak
Jahitan yang diarahkan secara menegak hanya dibuat dengan lengkok pendek. Dalam kes ini, arus kerja hendaklah 10% -20% kurang daripada semasa mengimpal bahagian dalam kedudukan yang lebih rendah. Keperluan ini mudah dijelaskan.
Kekuatan arus yang lebih rendah bermakna logam cair cair tidak akan mengalir dari kolam kimpalan. Arka yang lebih kecil adalah lebih mudah untuk digunakan.

Pengimpal yang berpengalaman lebih suka mengimpal jahitan menegak dari bawah ke atas. Arka dibakar pada titik terendah jahitan masa depan. Selepas itu, platform mendatar kecil disediakan, dimensi yang sesuai dengan keratan rentas jahitan masa depan.
Kemudian perlahan-lahan gerakkan rod elektrod ke atas. Dalam kes ini, pergerakan merentasi sambungan mesti dilakukan.
Mereka boleh dalam bentuk herringbone, sudut atau bulan sabit. Pilihan terakhir adalah yang paling mudah untuk dilaksanakan. Di samping itu, adalah penting untuk mengekalkan kedudukan elektrod yang betul. Secara teorinya, penembusan paling baik dicapai jika rod diletakkan berserenjang dengan jahitan, iaitu secara mendatar.
Kimpalan punggung dicirikan oleh kriteria berikut:
Amalan menunjukkan bahawa dalam kedudukan rod elektrod ini, logam cecair mengalir ke bawah jahitan. Untuk mengelakkan ini, sudut kecondongan rod dipilih dalam julat 45°-50°. Ini adalah pilihan optimum untuk kimpalan menegak. Untuk mengimpal bahagian dalam arah bawah ke atas, pilih elektrod yang diameternya tidak melebihi 0.4 cm.
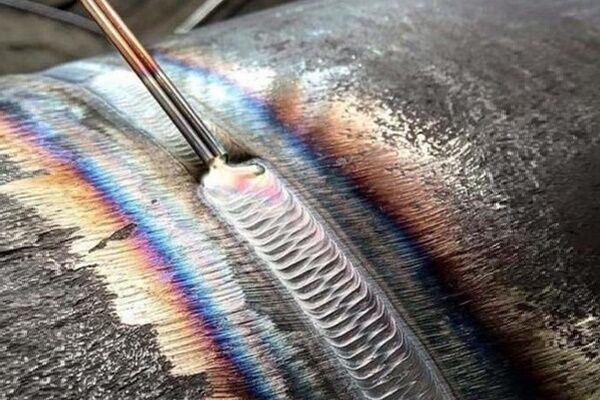
Pilihan #4: Butiran Saluran Paip
Di rumah, anda sering perlu mengingati cara mengimpal elektrik paip logam. Jahitan menegak biasanya dibuat pada sisi bahagian, dan jahitan mendatar di sepanjang lilitan. Paip keluli punggung dikimpal. Semua tepi mesti direbus dengan baik.
Untuk memastikan bahawa kendur di dalam paip adalah minimum, elektrod dibawa ke produk pada sudut tidak lebih daripada 45°. Lebar jahitan hendaklah 0.6-0.8 cm, ketinggian - 0.2-0.3 cm.

Sebelum memulakan kerja mengimpal, bahagian yang hendak dicantum dibersihkan dengan teliti. Hujung paip diperiksa. Jika mereka cacat, mereka diluruskan atau potong menggunakan pemotong paip. Kemudian tepi bahagian dibersihkan dari dalam dan luar ke kilauan logam pada jarak sekurang-kurangnya 1 cm dari tepi. Kemudian mula mengimpal.
Sambungan dikimpal tanpa gangguan sehingga ia dikimpal sepenuhnya. Untuk sambungan paip yang tidak berputar dengan dinding sehingga 0.6 mm lebar, dua pas kimpalan dilakukan, untuk produk dengan dinding dari 0.6 hingga 1.2 cm lebar - tiga pas, untuk bahagian dengan dinding lebih lebar daripada 1.9 cm - empat pas.
Dalam kes ini, setiap jahitan berikutnya digunakan hanya selepas skala telah dikeluarkan dari yang sebelumnya.
Kualiti jahitan pertama adalah yang paling penting.Semasa proses itu, semua tumpul dan tepi harus cair sepenuhnya. Tidak sepatutnya ada retakan, walaupun yang paling kecil. Jika wujud, ia dilebur atau ditebang. Selepas itu serpihan itu dikimpal semula. Kimpalan paip berputar dilakukan dengan cara yang sama.
Kemungkinan kecacatan pada sambungan dan jahitan kimpalan
Kimpalan elektrik adalah proses yang kompleks dan tidak semestinya semuanya berjalan lancar.
Akibat kesilapan operasi, jahitan dan sambungan mungkin mempunyai pelbagai kecacatan, termasuk:
- Kawah. Lekukan kecil dalam manik kimpalan. Mereka mungkin muncul akibat arka patah atau ralat dalam pelaksanaan serpihan akhir jahitan.
- Liang pori. Jahitan kimpalan menjadi berliang akibat pencemaran tepi bahagian dengan karat, minyak, dll. Di samping itu, keliangan boleh muncul apabila jahitan disejukkan terlalu cepat, pada kelajuan kimpalan yang tinggi dan apabila bekerja dengan elektrod yang tidak kering.
- Potongan bawah. Ia kelihatan seperti lekukan kecil pada kedua-dua belah manik jahitan. Muncul apabila elektrod disesarkan ke arah dinding menegak apabila mengimpal sambungan sudut. Di samping itu, undercuts berlaku apabila bekerja dengan arka panjang atau apabila arus kimpalan terlalu tinggi.
- Kemasukan sanga. Terdapat kepingan sanga di dalam manik kimpalan. Ini boleh berlaku jika tepinya kotor, kelajuan kimpalan tinggi atau arus kimpalan terlalu rendah.
Ini adalah kecacatan kimpalan yang paling biasa, tetapi mungkin ada yang lain.
Maklumat tambahan tentang kimpalan jahitan menegak dan mendatar menggunakan kimpalan elektrik dibentangkan dalam artikel ini.
Kesimpulan dan video berguna mengenai topik ini
Ciri-ciri kimpalan paip:
Bagaimana untuk memilih penyongsang kimpalan yang betul:
Jika dikehendaki, mana-mana tukang rumah boleh menguasai asas-asas kimpalan. Ia tidak begitu sukar. Ia memerlukan kesabaran, ketepatan dan, sudah tentu, pelaksanaan semua arahan dengan tepat. Segala-galanya akan menjadi lebih mudah jika proses menguasai kemahiran baru berlaku di bawah bimbingan pakar yang berpengalaman.
Adakah anda mempunyai pengalaman peribadi menyambung bahagian menggunakan kimpalan elektrik? Adakah anda ingin berkongsi pengetahuan terkumpul anda atau bertanya soalan mengenai topik tersebut? Sila tinggalkan komen dan ambil bahagian dalam perbincangan - borang maklum balas terletak di bawah.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Terima kasih! Saya belajar banyak perkara yang berguna untuk diri saya sendiri. Bagaimana cara mengimpal paip persegi dengan betul pada sudut 90?
Video yang berguna, pada pendapat saya, terutamanya untuk delitian.
Terima kasih! Ia sangat menarik untuk dibaca.
terima kasih atas maklumat
Selamat petang Maaf kerana bertanya tanpa sebarang perwakilan luar, tetapi tiada pilihan…. Sila jawab soalan. Dalam kerja kimpalan dan konsep - lengkapkan sifar. Tetapi masa adalah sedemikian rupa sehingga anda perlu mengambil segala-galanya. Terdapat keperluan untuk mengimpal logam ferus nipis (1 - 2 mm). Keajaiban Itali yang didermakan Deca STARFLUX 130AC telah lama tersimpan. Output kepada wayar berteras fluks terus daripada transformer... Adakah ini normal? Bagaimanakah mereka harus berfungsi dengan betul? Terima kasih….