Apakah kimpalan argon: cara menggunakannya dengan betul, arahan langkah demi langkah
Kimpalan argon adalah salah satu jenis kaedah arka elektrik untuk menyambung logam.Arka dinyalakan dalam sfera gas tidak aktif menggunakan elektrod tungsten. Pada masa yang sama, tepi bahagian yang dikimpal cair, dengan pasti bergabung menjadi satu keseluruhan.
Kandungan artikel:
Kimpalan argon - ciri dan penerangan
Ciri ciri kimpalan argon boleh dianggap sebagai gabungan kejayaan prinsip kimpalan elektrik dan gas. Teknik kimpalan ini menghasilkan kimpalan kualiti yang sangat baik. Mereka diampelas dengan teliti dan pada penghujung keseluruhan kitaran kerja, sendi benar-benar tidak kelihatan.

Faktor utama dalam proses itu ialah arka elektrik. Di sini peralihan tenaga elektrik kepada tenaga haba berlaku. Ambang terma yang tinggi mencairkan logam pada titik kimpalan. Jika anda menggerakkan arka dengan lancar, anda mendapat gabungan bahan dan sambungan bahan kerja yang boleh dipercayai. Dengan menggerakkan elektrod, parameter kolam kimpalan diselaraskan, kelajuan kimpalan, tahap penembusan, kualiti dan lebar jahitan diselaraskan.
Untuk mengisi celah dan mengimpal manik logam tinggi pada jahitan, wayar pengisi digunakan. Ia mestilah sama dalam komposisi dengan bahan yang dikimpal. Dawai pengisi disuap ke takat lebur secara manual.
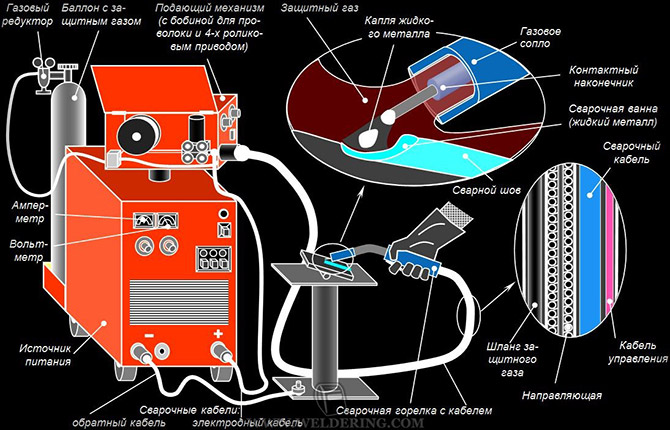
Sumber arus bekalan ialah unit jenis penyongsang dengan kawalan, sistem bekalan gas neutral dan penyambung di mana penunu disambungkan. Arus boleh berbeza-beza, sama ada malar atau berselang-seli.
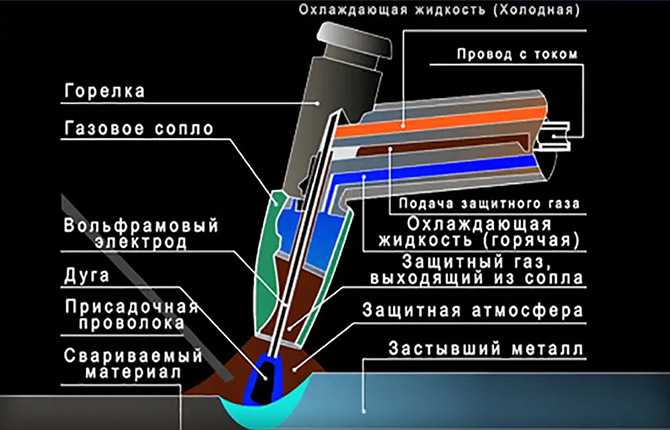
Apabila unit kimpalan argon beroperasi, gas argon lengai dibekalkan melalui muncung alat ke dalam zon arka. Ia "mengalihkan" udara atmosfera, termasuk oksigen dan nitrogen, dari kolam kimpalan. Jahitan logam dengan itu dilindungi dengan pasti semasa mengimpal. Asas arka, elektrod tungsten yang tidak boleh digunakan, juga dilindungi. Jika kimpalan dijalankan tanpa gas lengai, tungsten terdedah kepada pengaruh agresif oksigen dan musnah.
Udara atmosfera memberi kesan negatif terhadap kualiti proses kimpalan. Gas lengai digunakan untuk melindungi zon gabungan daripada oksigen atmosfera. Dalam amalan biasa ini adalah argon. Helium boleh digunakan untuk tujuan ini, tetapi kosnya jauh lebih tinggi. Harga argon yang rendah dijelaskan oleh fakta bahawa ia hanyalah hasil sampingan daripada proses pemisahan udara industri kepada oksigen dan nitrogen.
Kelebihan kimpalan argon argon:
- Jahitan estetik dan berkekuatan tinggi.
- Tiada fluks atau salutan elektrod diperlukan.
- Bekerja dengan bahagian dalam sebarang saiz.
- Kemungkinan mengimpal logam pada bahagian yang rosak untuk memulihkannya.
- Menyambung logam yang sukar dikimpal (titanium, besi tuang, aluminium dan lain-lain).
- Aerosol yang dikeluarkan minimum berbanding dengan jenis kimpalan lain.
- Tepi potongan logam "dalam argon" mempunyai geometri yang ideal; filem oksida dan nitrida tidak terbentuk di atasnya.
- Kaedah argon membolehkan anda menyambungkan lapisan nipis logam dan melakukan operasi kimpalan khas.
Kelemahan termasuk fakta bahawa kimpalan argon logam adalah lebih perlahan berbanding dengan mesin dan kaedah kimpalan lain.
Bekerja dengan argon menimbulkan bahaya kepada kesihatan manusia.Gas argon yang disedut menyebabkan pening, boleh menyebabkan loya, muntah, tidak sedarkan diri dan juga kematian. Mereka yang bekerja dengan kimpalan argon sering mengalami sakit kepala, telinga berdengung, keletihan, gangguan pada saluran penghadaman, dan masalah pernafasan.
Seorang pengimpal berisiko mendapat aluminosis, patologi pulmonari yang tidak dapat dipulihkan, kerana dia terdedah kepada kesan negatif ozon, radioaktiviti, dan nitrogen oksida.
Klasifikasi kimpalan argon
Teknologi kimpalan argon dikelaskan mengikut prinsip fungsi individu:
- Kaedah manual. Manipulasi obor, obor arka, dan bahan tambahan dilakukan secara manual oleh pengimpal. Pengalaman dan kelayakannya menetapkan kadar proses dan parameter kimpalan.

- Separa automatik. Peralatan tersebut mempunyai fungsi untuk menyuap wayar pengisi. Pemasangan dilengkapi dengan mekanisme penyusuan wayar. Pengimpal beroperasi hanya dengan obor argon, meninggalkan satu tangan bebas. Ia boleh digunakan untuk memegang atau membuka bahan kerja. Kaedah ini lebih produktif daripada manual, tetapi kelayakan pengimpal adalah sangat penting.
- Auto. Suapan wayar dan pergerakan gerabak dengan obor berlaku secara automatik, tanpa penyertaan pekerja. Kelebihannya ialah kimpalan licin dan berkualiti tinggi. Fungsi pengendali adalah untuk mengawal dan menetapkan parameter dengan betul - kedalaman penembusan yang diperlukan, kelajuan pergerakan gerabak yang optimum, dsb.

Di samping itu, kimpalan argon dibezakan oleh proses sebenar - sama ada wayar pengisi digunakan atau tidak.
Tanpa bahan tambahan, anda boleh mengimpal logam nipis (sehingga 2 mm), dengan tekanan yang ketat - tidak sepatutnya ada jurang di sepanjang jahitan. Kemudian tepinya dicairkan dengan elektrod dan logam ini cukup untuk menyambung bahan kerja.Hasilnya ialah jahitan tertutup, nipis, licin, seperti cermin tanpa "skala".
Ia mengambil masa lebih lama untuk memasak dengan wayar pengisi. Jenis kimpalan adalah "bersisik", dan bilangan lapisan skala secara langsung bergantung pada irama bekalan aditif ke dalam kolam kimpalan. Jurang dan ruang antara bahagian sehingga 5 mm lebar dicairkan dengan kualiti tinggi, dan cembung dicantum untuk alur. Kaedah pengisi digunakan untuk kimpalan argon logam dengan ketebalan 3 mm.
Tidak lama dahulu, satu lagi teknologi kimpalan argon argon yang inovatif muncul - robotik. Keanehannya ialah kimpalan bahagian pada penghantar dilakukan oleh kompleks robotik. Kaedah ini dicirikan oleh produktiviti yang tinggi dan kos kerja yang rendah.

Kelemahannya ialah kos peralatan unik yang tinggi, keperluan mendesak untuk menarik pakar yang berkelayakan tinggi untuk penyelenggaraan, sokongan perisian dan penalaan halus komponen robot. Teknologi ini direka untuk jumlah pengeluaran yang besar.
Kimpalan argon - alat dan peralatan yang anda perlukan
Peralatan dan aksesori untuk kimpalan argon argon dibahagikan kepada 3 kumpulan.
Yang pertama termasuk peranti khas yang melakukan satu operasi tertentu. Kimpalan argon, yang dijalankan oleh peranti sedemikian, digunakan dalam perusahaan besar pengeluaran berterusan berskala besar.
Kedua – peralatan khusus yang dikonfigurasikan untuk operasi dengan julat bahagian yang sempit bagi kategori tertentu.
Ketiga – mesin universal, digunakan untuk beberapa jenis operasi dan bahan. Ini adalah kumpulan peranti yang paling popular yang dihasilkan secara komersial.Mereka digunakan secara meluas bukan sahaja untuk tujuan perindustrian, tetapi sangat diminati di kalangan tukang kraftangan dan "garaj".
Set peralatan untuk kimpalan argon universal:
- pakaian kerja, kasut keselamatan, peralatan perlindungan diri;
- unit untuk melaksanakan kerja dengan elektrod yang tidak boleh digunakan;
- tungsten elektrod tidak boleh habis;
- wayar pengisi;
- hos tekanan tinggi;
- silinder gas;
- pengurang gas;
- alat bantu.
Dalam silinder gas, dalam bentuk termampat, terdapat gas - argon. Silinder digunakan untuk pelbagai gas. Untuk tidak mengelirukan bekas yang sama dengan kandungan yang berbeza, silinder ditandakan. Jadi argon mentah dipam ke dalam silinder hitam dengan tulisan putih dan jalur putih. Argon teknikal - juga dalam silinder hitam, tetapi tulisan itu berwarna biru, jalurnya berwarna biru. Argon tulen dibezakan oleh silinder kelabu dengan tulisan hijau dan jalur. Maklumat teknikal khas lain juga dicop pada silinder.
Setiap pengurang direka untuk gasnya sendiri. Warna pengurang mesti sepadan dengan warna silinder gas. Dalam pilihan yang murah, anda boleh menggunakan pengurangan karbon dioksida "hitam". Tetapi selalunya pengurang dengan rotameter dipasang di bawah argon.
Hos oksigen tekanan tinggi digunakan untuk argon kerana kualiti dan kebolehpercayaannya. Diameter dalaman berbeza dari 9 hingga 18 mm. Jadi memilih yang betul tidak akan sukar.
Sumber semasa untuk kimpalan argon dipilih mengikut matlamat dan tugas yang perlu dilakukan semasa kerja.
Elektrod tungsten direka untuk menyala dan mengekalkan arka. Mereka mempunyai tanda yang sesuai yang mencirikan sifat mereka dan kehadiran kekotoran khas.
Bahan tambahan diperlukan untuk menyediakan logam untuk kimpalan, sebagai contoh, penggiling, pelbagai berus logam.
Pematuhan Keselamatan
Argon, seperti kaedah kimpalan lain, memerlukan pematuhan ketat terhadap peraturan keselamatan. Mereka kebanyakannya mudah, tetapi pelaksanaannya membolehkan anda menyelamatkan bukan sahaja kesihatan, tetapi juga nyawa.
Kerja mesti dianjurkan di dalam bilik atau bilik khas. Di mana tidak mungkin untuk melaksanakan syarat-syarat ini, tempat untuk kerja kimpalan argon dipagari dengan skrin. Mereka adalah panel yang diperbuat daripada papan lapis, dicat dengan komposisi tahan api, yang juga termasuk zink oksida, yang menyerap sinar ultraviolet. Ketinggian pagar sedemikian tidak boleh kurang daripada 2 m.
Peralatan kimpalan argon dipasang pada kawasan aras yang mematuhi dimensi teknologi. Tempat kerja pengimpal mesti dilengkapi dengan pengudaraan ekzos dan bekalan. Panel ekzos sangat berkesan. Ia diletakkan secara mendatar atau pada sudut supaya udara yang tercemar dari arka dipam ke bawah atau menjauhi pengimpal. Ini menghalang bahan berbahaya daripada memasuki saluran pernafasan pekerja.
Perkara yang perlu anda lakukan sebelum anda bermula:
- Periksa dan pastikan pakaian, kasut dan peralatan pelindung khas pengimpal berada dalam keadaan baik, bersih, dan tidak direndam dalam minyak atau bahan mudah terbakar lain.
- Apabila memakai pakaian, kencangkan semua butang, ikat reben, dan ikat kasut.
- Jaket dan seluar mesti dipakai tanpa diselit, poket mesti ditutup dengan kepak, dan rambut mesti diselitkan di bawah hiasan kepala.
- Periksa tempat kerja, lampu, tudung.
- Keluarkan bahan kerja yang tidak diperlukan, barang yang tidak diperlukan dan bahan mudah terbakar.
- Periksa peralatan.Ia mesti dibumikan dengan pasti, sesentuh voltan tinggi dilindungi dan ditutup, dan integriti wayar tidak terjejas.
- Pastikan peranti pengukur dan isyarat serta peranti pengunci peralatan berfungsi.
- Jangan mula bekerja sehingga kekurangan yang dikenal pasti dihapuskan sepenuhnya.

Cara menggunakan kimpalan argon dengan betul arahan langkah demi langkah
Sebelum mengimpal, bahan kerja mesti dibersihkan dengan teliti daripada kotoran, minyak mesin, dan endapan gris. Ini boleh dilakukan dengan mana-mana pelarut. Apabila ketebalan bahagian yang dikimpal melebihi 4 mm, pemotongan tepi diperlukan, dan kimpalan argon dilakukan hanya dari punggung ke punggung.
Untuk memusnahkan filem oksida, sendi dirawat dengan berus logam. Sambungan dengan geometri kompleks dibersihkan dengan penggiling sudut.
Untuk mengeluarkan kelembapan, bahan kerja hendaklah dipanaskan hingga 150 darjah. Untuk mengelakkan terbakar, plat kuprum atau keluli diletakkan di bawah logam nipis untuk mengeluarkan haba.
Bahan tambahan bergerak secara eksklusif di hadapan penunu, di sepanjang kimpalan yang dikimpal.
Dalam masa yang singkat (5-7 saat) sebelum menyalakan arka, bekalan gas lengai dihidupkan. Selepas selesai mengimpal, anda sekali lagi perlu menunggu pada masa yang sama sebelum mematikan gas.
Urutan tindakan untuk bekerja dengan kimpalan argon argon:
- Hidupkan peralatan.
- Sambungkan wayar tanah ke meja kimpalan atau bahan kerja.
- Buka injap pada silinder gas.
- Dekatkan obor argon dengan bahagian yang hendak dikimpal supaya jarak ke elektrod ialah 3-5 mm.
- Pakai topeng pelindung dan hidupkan bekalan kuasa.
- Pegang arka kimpalan yang terhasil di pinggir awal sambungan sehingga lopak logam cair terbentuk.
- Menggunakan manipulasi bulat dan lancar, capai lebur tepi sisi.
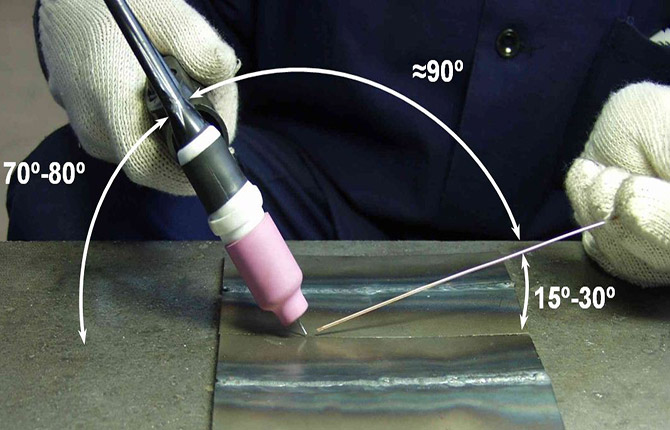
- Kekalkan sudut 45 darjah antara penunu dan permukaan.
- Perlahan-lahan dan berhati-hati gerakkan obor dengan jarum ke hadapan, memasukkan wayar pengisi ke dalam obor.
- Pada penghujung kimpalan, kurangkan arus untuk memenuhi kawah.
Kimpalan argon adalah kaedah inovatif yang menguntungkan untuk memulihkan produk. Kos kerja kimpalan dan pemulihan jauh lebih rendah daripada pengeluaran bahagian baru. Produk yang diperbaharui boleh bertahan untuk masa yang sangat lama.
Adakah anda pernah menggunakan kimpalan argon sendiri? Beritahu kami tentang ciri-ciri yang akan membantu anda memperoleh kemahiran dengan lebih cepat. Tinggalkan ulasan anda, kongsi artikel di rangkaian sosial, tambahkannya pada penanda halaman.




Bagaimana untuk memasak dengan kimpalan argon di luar dalam cuaca berangin?
Anda tidak akan dapat mengimpal seperti yang anda lakukan di bengkel—angin menerbangkan gas pelindung dan membiarkan kolam kimpalan terbuka kepada pengaruh luar. Lindungi kawasan kimpalan dengan kepingan besi. Jika tiada apa-apa yang sesuai di tangan, sekat angin dengan diri anda dengan berdiri di sebelah mana ia bertiup.
Apa yang perlu dilakukan jika kolam kimpalan berbuih banyak?
Laraskan bekalan argon kepada pengurang. Terdapat sama ada terlalu sedikit gas (karbon terlepas daripada logam) atau terlalu banyak.
Bagaimana untuk mengasah elektrod tungsten dengan betul?
Asah batang pada roda berlian yang berputar. Ia akan bertahan lebih lama daripada sander biasa. Letakkan elektrod dengan hujung menghadap ke arah anda pada hujung bulatan berputar. Mencapai sudut penajaman 20-30 darjah. Untuk kimpalan pada arus 200-300 A, penajaman 60 darjah diperlukan.Adalah lebih mudah untuk mengimpal logam nipis 1-1.5 mm dengan hujung, seperti jarum - sudut mengasah adalah kira-kira 10 darjah.